


合作客戶/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國保潔 |
美國強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> 兩親性碳點(diǎn)CDS表面活性劑濃度、膠束對硅酸鹽溶液潤滑性能的影響(一)
> 基于表面張力的水質(zhì)檢測與分析
> 表面張力儀的傳感器是否有保護(hù)裝置?
> 基于藥液表面張力測定估算蘋果樹最大施藥液量的方法(三)
> 不同配方的水性氟丙樹脂涂料涂膜合成、性能指標(biāo)
> 液滴撞擊固體表面過程中黏度與表面張力系數(shù)變化(一)
> 傳統(tǒng)的表面張力儀的功能簡介
> 電化學(xué)氧化對液態(tài)金屬表面張力的影響機(jī)制:表面張力可隨電位變化
> 電場強(qiáng)度大小對表面張力、液滴鋪展變形運(yùn)動的影響
> 單純陰離子-非離子表面活性劑在不同的礦化度下的界面張力
推薦新聞Info
-
> 影響?yīng)M縫間氫鍵流體氣液平衡界面張力的因素有哪些(三)
> 影響?yīng)M縫間氫鍵流體氣液平衡界面張力的因素有哪些(二)
> 影響?yīng)M縫間氫鍵流體氣液平衡界面張力的因素有哪些(一)
> GA、WPI和T80復(fù)合乳液體系的脂肪消化動力學(xué)曲線、界面張力變化(四)
> GA、WPI和T80復(fù)合乳液體系的脂肪消化動力學(xué)曲線、界面張力變化(三)
> GA、WPI和T80復(fù)合乳液體系的脂肪消化動力學(xué)曲線、界面張力變化(二)
> GA、WPI和T80復(fù)合乳液體系的脂肪消化動力學(xué)曲線、界面張力變化(一)
> 表面張力實驗、接觸角實驗分析抑塵試劑對煤的潤濕結(jié)果
> Kibron表面張力儀研究燒結(jié)礦聚結(jié)行為
> 基于界面張力和表面張力測試評估商用UV油墨對不同承印紙張的表面浸潤性差異(三)
激光深熔焊接表面皺紋組織的產(chǎn)生原因及表面張力計算公式
來源:激光制造(解讀) 瀏覽 729 次 發(fā)布時間:2024-06-26
極窄小孔的穩(wěn)定性仍然是20kW或更高級別激光焊接的最大挑戰(zhàn)。本文研究了小孔失穩(wěn)的根本原因,包括褶皺結(jié)構(gòu)引起的熱失穩(wěn)和蒸汽引起的動態(tài)失穩(wěn)。建立了多相流模型,結(jié)合高效的自由表面重構(gòu)算法和高精度的皺紋面結(jié)構(gòu)觀測平臺,研究了極窄小孔表面的形態(tài)演化和熱力學(xué)行為。研究發(fā)現(xiàn),小孔前壁上存在的褶皺結(jié)構(gòu)(駝峰)可以顯著調(diào)節(jié)小孔的能量分布,改變小孔的受力狀況。駝峰分布異常引起的能量積累過大是導(dǎo)致小孔孔壁波動不穩(wěn)定的原因。通過提高焊接速度,抑制了激光與小孔開口之間的間歇接觸行為,從而有助于減少駝峰的產(chǎn)生。通過增大激光功率,避免了固-液界面的打孔效應(yīng),提高了小孔前壁熔化層的向下流動效率。提出了一種基于焊接速度和激光功率調(diào)節(jié)的皺紋控制優(yōu)化策略。實驗結(jié)果表明,優(yōu)化后的皺紋面結(jié)構(gòu)顯著提高了小孔的穩(wěn)定性。
方法
實驗采用的是連續(xù)波光纖激光器(IPG YLS-30000),其光束參數(shù)為:最大激光功率30kW,波長~1070 nm,纖芯600mrad m,光頭F180/F470,瑞利長度31.47 mm,光束參數(shù)乘積22.8 mm×μ。工藝參數(shù)如表1所示。母材為30 mm厚的SU316L鋼板。化學(xué)成分如表2所示。焊接前,鋼板用丙酮溶液清洗,以去除氧化膜和油脂。采用氣體保護(hù)氣體側(cè)向供氣,流量1.5m~3/h,將透明石英玻璃(GG17)與現(xiàn)場觀察的焊接試件對接。激光光斑位于對接接頭上,偏向不銹鋼,以避免玻璃軟化。從光束中心到對接的距離為光斑半徑的1/2。使用5000fps(每秒幀)的高速相機(jī)(Phantom V611)觀察小孔和熔池輪廓。使用最大功率為30W的半導(dǎo)體激光器(808 Nm)照射觀察區(qū)。在相機(jī)鏡頭上組裝了一個透射帶為808 nm的帶通濾光片,以濾除周圍的光線。
為了研究激光深熔焊接過程中表面皺紋組織的產(chǎn)生和蒸汽壓的波動,建立了多相(固、液、氣/氣)模型。在該模型中,提出了一種基于三線性插值法的快速自由曲面重建方法(TRI-MC)[21],用于計算皺紋結(jié)構(gòu)的幾何信息。對激光反射、局部蒸發(fā)、熔池流動和小孔動力學(xué)進(jìn)行了直接模擬。為了降低計算成本,對以下過程進(jìn)行了簡化:假設(shè)小孔附近的流體流動為層流、不可壓縮和牛頓流動;焊接過程中忽略了保護(hù)氣體的沖擊。
表面張力的計算公式為:
?m是純金屬在熔點(diǎn)Tm的表面張力,A是純金屬的d?/dt的負(fù)值,R是氣體常數(shù),S是飽和時的表面過剩,Kseg是平衡分凝系數(shù),H0是標(biāo)準(zhǔn)吸附熱,H‘Mi是偏摩爾能,Ki是與分凝熵有關(guān)的常數(shù)。
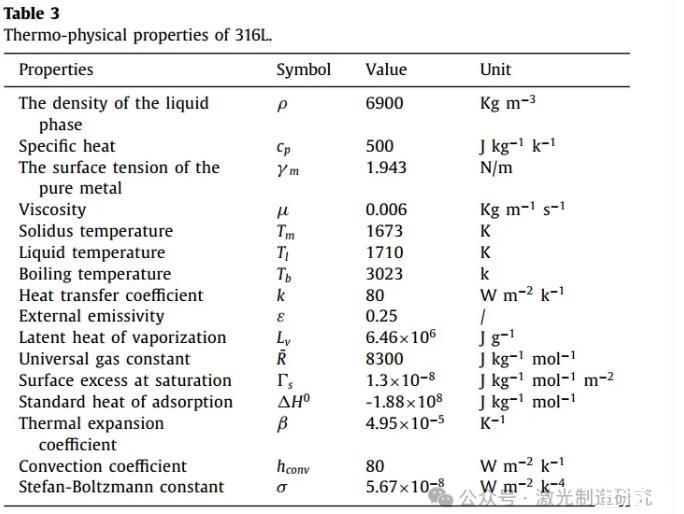
圖1(A)中顯示了計算領(lǐng)域的圖形說明。計算域的大小設(shè)置為20 mm×2 mm×25 mm。計算域劃分為1.25億個邊長為0.02 mm的六面體網(wǎng)格。在初始狀態(tài)下,將厚度為20 mm的下部設(shè)置為工件層(階段2),將厚度為5 mm的上部設(shè)置為環(huán)境空氣層(階段1)。前壁(Y=0)被設(shè)置為對稱邊界條件,頂面(Z=25 mm)被設(shè)置為壓力輸出邊界條件,其他表面被定義為壁邊界條件。使用了Ansys-FLUENT®軟件用于模擬。采用C語言編寫的用戶自定義函數(shù)(UDF)實現(xiàn)光線跟蹤過程。圖1(B)顯示了光線追蹤過程的驗證案例,在該案例中,一束平行光束被射入具有不同表面粗糙度的方腔。圖1(C)表明,在高Ra條件下,隨著表面粗糙度的變化,能量分布明顯改變,更多的能量集中在第一反射區(qū)。表3列出了模擬中使用的物理特性。

圖1.(A)計算區(qū)域和高斯熱源分布示意圖;(B)不同表面粗糙度下激光光線追蹤模型的驗證;(C)不同表面粗糙度下的反射點(diǎn)分布。
主要結(jié)論
(1)根據(jù)鑰匙孔半徑(r)和局部蒸汽噴射流特征長度(lv)的比值,后鑰匙孔壁可能受到兩種支撐力的支撐。當(dāng)r/lv<1時,鑰匙孔受蒸汽噴射壓力的作用,保持在動態(tài)穩(wěn)定狀態(tài)。當(dāng)r/lv>1時,鎖孔受蒸汽靜壓的作用,處于臨界穩(wěn)定狀態(tài)。在動態(tài)穩(wěn)定狀態(tài)下,匙孔具有更強(qiáng)的抗干擾能力(匙孔半徑波動)。通過將吸收的激光強(qiáng)度調(diào)整到0.2至0.5 MW/cm2的范圍內(nèi),可將鎖孔控制在動態(tài)穩(wěn)定狀態(tài)。
(2)能量吸收率與鑰匙孔前壁駝峰的幾何形狀密切相關(guān)。隨著駝峰尺寸的增大,吸收的激光強(qiáng)度可能會在幾個駝峰上過度集中(>0.5 MW/cm2),從而導(dǎo)致匙孔劇烈波動。抑制大尺寸駝峰的產(chǎn)生是調(diào)節(jié)能量分布、提高焊接過程穩(wěn)定性的主要手段。
(3)駝峰是在激光束與鑰匙孔開口間歇接觸時產(chǎn)生的。當(dāng)焊接速度高于蒸發(fā)速度(vc≥vp)時,駝峰可被完全抑制。但在焊接速度較低(vc<2 m/min)時,駝峰則無法完全避免。
(4)當(dāng)熔體向下流動受阻時,駝峰尺寸會迅速增大,固液界面上存在的階梯狀平臺是熔體受阻的原因。提高激光功率有助于改善熔化層的向下流動,減少固液界面的熱傳導(dǎo)(熔化層鉆孔效應(yīng))。因此,駝峰的尺寸可以限制在可接受的范圍內(nèi)。